
NSE Series Stainless Steel Conveyor Chain Z Lift Chain ketahanan haus
-
Menyoroti
Rantai lift ember stainless steel
,Rantai lift ember pertambangan
,Z Resistensi Pakai Rantai Lift
-
Nama produkRantai Conveyor Baja
-
BahanBaja tahan karat
-
AplikasiPenambangan Dan Peleburan Logam
-
FiturKetahanan aus
-
JenisBagian-bagian elevator ember rantai
-
Tempat asalCina
-
Nama merekWS
-
Nomor modelNSE
NSE Series Stainless Steel Conveyor Chain Z Lift Chain ketahanan haus
NSE Series Stainless Steel Conveyor Chain Z Lift Chain ketahanan haus
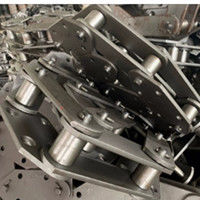
Deskripsi rantai lift ember:
Rantai Conveyor Industrisangat diakui untuk kekuatan tinggi, mudah instalasi, daya tahan, ketahanan dan ketahanan panas dan karat.Rantai lift ember ini tersedia dalam berbagai spesifikasi untuk memenuhi berbagai kebutuhan pelanggan dengan harga terendah.
Rantai lift ember Spesifikasi:
| Model | Pitch | Lebar bagian dalam | Diameter luar rol | Diameter Pin | Panjang Pin | Lebar plat rantai | Ketebalan plat rantai | Plat Rantai Lebar | Dimensi pemasangan ember rantai |
| NSE200 | 100 | 51.8 | 44.5 | 19.1 | 110 | 60 | 10 | 150 | 100×105 |
| NSE300 | 100 | 57.6 | 48.5 | 22.23 | 115 | 75 | 10 | 150 | 100×105 |
| NSE400 | 125 | 67.4 | 63.5 | 31.75 | 145 | 90 | 12 | 180 | 125×130 |
| NSE500 | 125 | 75 | 70 | 35 | 170 | 100 | 16 | 180 | 125×130 |
| NSE700 | 125 | 75 | 70 | 36 | 170 | 100 | 16 | 190 | 125×130 |
| NSE800 | 150 | 80 | 78 | 38.1 | 172 | 120 | 16 | 230 | 150×170 |
| NSE1000 | 150 | 85 | 83 | 43 | 180 | 135 | 18 | 225 | 150×170 |
![]()
Rantai lift ember Teknologi Pengolahan:
1. Papan penghubung
1.1 Plat penghubung dengan ketebalan 16 mm dan di atas dipotong dengan pemotong plasma CNC atau pencetak hidraulik besar, untuk memastikan permukaan halus dan tidak ada retakan kecil yang mempengaruhi kekuatan bahan.Plat penghubung yang lubang pitchnya ditonjok sebelumnya atau semi-halus ditonjok dengan pencetak atau pencetak hidrolik, diobati dengan pengendapan dan pengendapan dengan perawatan panas.lubang penggilingan halus oleh pusat pemesinan CNC untuk memastikan bahwa pas dengan lempeng penghubung dan pin / lengan dapat memenuhi persyaratan desain, untuk menghilangkan penyimpangan karena perubahan dimensi dengan perawatan panas, menjamin ukuran pitch.
1.2 Piring penghubung dengan ketebalan kurang dari 16 mm yang diproses oleh penggerudi. Piring penghubung (tidak digiling oleh pusat pemesinan CNC) adalah pra-bergerudi, setengah bergerudi, bergerudi halus untuk lubang pitch,total tiga kali ditonjokSebelum pemasangan bagian-bagian rantai, ada proses perataan untuk lempeng penghubung.Piring link digiling oleh pusat pemesinan CNC yang pra-diborok dan setengah halus diborok untuk lubang pitchSetelah pengolahan panas,lubang lubang penggilingan oleh pusat pemesinan CNC untuk memastikan bahwa pas dengan lempeng link dan pin / sleeve dapat memenuhi persyaratan desain, untuk menghilangkan penyimpangan karena perubahan dimensi dengan perawatan panas, menjamin ukuran pitch.
2Setelah memotong bahan dengan peralatan khusus, pin, lengan dan roller yang mesin oleh mesin bubut CNC dan mesin penggilingan, bagian memiliki mesin presisi tinggi.
3. Pin: Satu ujung adalah kepala dermaga yang lain datar, diameter bahan pin lebih besar dari ukuran produk jadi,daripada baja bulat tarik dingin yang lebih dekat dengan ukuran pengolahan produk jadi.
4. Pin yang diproses selesai dengan dua kali perawatan panas khusus, untuk memastikan bahwa inti pin memiliki sifat mekanik yang baik, dan permukaan memiliki kekerasan tinggi (ketat permukaan HRC56 ~ 58),meningkatkan ketahanan keausan permukaan pin.
5. Sleeve: Permukaan sleeve adalah lathe oleh mesin bubut CNC,untuk menghilangkan lapisan dekarburisasi permukaan material dan menghilangkan efek oleh material yang tidak stabil (pemasok material tidak dapat menjamin kedalaman lapisan dekarburisasi). Setelah selesai mesin sleeve keseluruhan quenching atau karburizing perawatan (HRC58 ~ 62), untuk meningkatkan ketahanan keausan sleeve.
6. Roller: Untuk tegangan pemecahan < 2000kN roller, perawatan panas penekan keseluruhan setelah pemesinan, kekerasan permukaan dapat mencapai sekitar HRC50.Tekanan pemutus > 2000kN dengan rol baja paduan rendah karbon, perawatan karburasi permukaan (HRC58 ~ 62) setelah pemesinan, untuk meningkatkan kinerja keseluruhan roller.
7. Semua bagian diobati dengan ledakan impeller setelah perawatan panas, untuk menghilangkan tekanan internal yang dihasilkan oleh perawatan panas, dan menghilangkan kotoran di permukaan;Pada saat yang sama bagian dapat diperiksa dengan mata telanjang apakah ada retakan mikro dan cacat lainnya.
8Sebelum perakitan semua pin adalah 100% magnetik detektor pengujian, untuk menghilangkan cacat dalam hal yang menyebabkan pin untuk pecah oleh cacat material.
9Semua rantai pelat yang dirakit disejajarkan dengan pra-peregangan, penyimpangan pitch terdeteksi, dan penyimpangan setiap rantai pelat dikendalikan dalam kisaran yang diizinkan.
Produk kami dijual di seluruh dunia. Anda dapat yakin dengan seluruh proses produk kami.